中国石油大庆石化 科技赋能生产指挥,开启“一站化”智能管理新时代

在数字化浪潮席卷全球工业领域的今天,作为中国石油工业的标杆企业,中国石油大庆石化有限责任公司(以下简称“大庆石化”)正以前沿的信息化技术为引擎,深刻变革传统的生产管理模式。通过深度融合大数据、物联网、人工智能等新一代信息技术,大庆石化成功构建了高度集成、智能协同的“一站式”生产指挥体系,标志着这家老牌石化巨头正式迈入“一站化”智能运营的新时代,为企业的高质量发展与安全生产注入了强劲的科技动能。
一、 传统挑战与转型契机
石化行业生产流程复杂、装置关联度高、安全环保要求极端严格。传统的生产指挥模式往往依赖于分散的系统、多层级的汇报和人工经验判断,存在信息传递滞后、协同效率受限、对异常工况的预见性与响应速度不足等痛点。在提质增效、绿色低碳的发展主题下,如何实现生产全过程的可视、可控、可优化,成为大庆石化面临的核心课题。企业信息化服务不再仅仅是辅助工具,而是驱动业务核心流程再造、提升核心竞争力的战略支柱。
二、 “一站化”智能指挥中心:智慧大脑的诞生
大庆石化以建设集生产运行、设备管理、安全环保、能源管控、应急指挥于一体的“智能生产指挥中心”为核心举措,开启了“一站化”转型。这一中心如同企业的“智慧大脑”,其核心特征体现在:
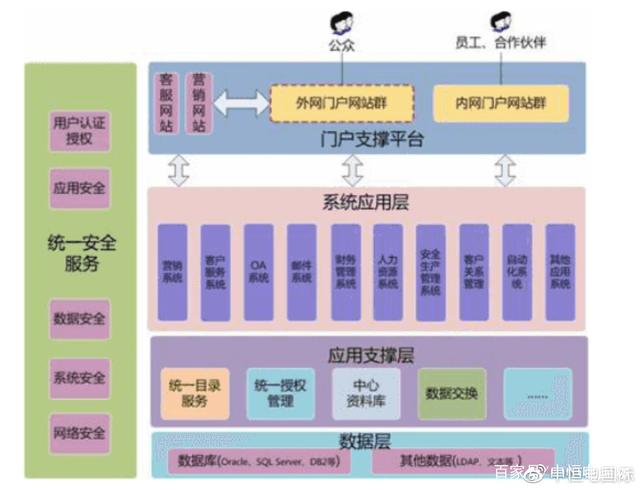
- 数据全面融合:打破以往各业务系统(如DCS、MES、ERP、安全监控、视频系统等)间的“数据孤岛”,通过统一的数据平台,实现了生产实时数据、设备状态数据、工艺质量数据、能耗物耗数据、安全预警数据的全面采集、整合与标准化。指挥中心的大屏幕能够动态、全景式地展示全厂区的运行态势。
- 指挥高度协同:将生产调度、工艺管理、设备维护、安全监督等不同职能的指挥席位物理集中与逻辑联动。一旦出现参数波动或报警,相关岗位人员可即时共享信息、同步分析、协同决策,指令下达与执行反馈形成高效闭环,极大缩短了应急响应和决策链条。
- 应用智能赋能:引入先进的工艺机理模型、大数据分析算法和人工智能技术。例如,利用机器学习对历史工况数据进行挖掘,建立关键装置的运行优化模型和故障预测模型;通过智能视频分析技术自动识别现场不安全行为与设备跑冒滴漏;利用数字孪生技术对复杂流程进行仿真与推演,为生产优化和预案制定提供科学依据。
三、 科技赋能带来的深刻变革
“一站化”智能生产指挥体系的建成,为大庆石化带来了多维度的价值提升:
- 生产运行更优化:实时监控与智能分析使工艺操作更加精细化,助力装置在最优工况下运行,提升了资源利用率、产品收率及整体能效,直接促进了降本增效。
- 安全管控更精准:实现了从被动响应到主动预警的转变。通过整合各类安全监测数据与视频智能分析,系统能提前发现潜在风险,实现安全风险的动态评估与精准防控,筑牢了安全生产的“数字防线”。
- 应急响应更高效:在突发情况下,指挥中心可一键启动应急预案,快速调取相关装置数据、周边环境信息、应急资源分布和视频画面,为指挥者提供全面的决策支持,实现跨部门、跨区域的快速联动处置。
- 管理决策更科学:基于全景数据驾驶舱和趋势分析,管理层能够从宏观到微观全面把握企业运营状况,决策依据从“经验驱动”加速转向“数据驱动”,战略规划和运营调整更具前瞻性和科学性。
四、 展望:持续进化与行业引领
大庆石化“一站化”生产指挥体系的成功实践,是中国传统流程工业数字化转型的一个缩影。它不仅提升了企业自身的运营韧性、安全水平和经济效益,也为整个石化行业探索“智能制造”和“智慧炼厂”建设提供了宝贵的范本。
随着5G、边缘计算、工业互联网平台的进一步深化应用,大庆石化的“一站化”体系将向更深度的自适应、自优化、自决策的智能自治阶段演进。企业信息化服务将持续聚焦核心业务,推动技术与管理的双轮驱动,助力这座共和国石化工业的长子,在新时代继续扛起保障国家能源安全与推动产业升级的重任,以科技之光,照亮高质量发展的新征程。
如若转载,请注明出处:http://www.huaihuabirdman.com/product/3.html
更新时间:2026-06-19 20:07:13